
間が空いてしまいました。FaceBookの方でいろいろ書いていたんですが、ちょっとプリンタの調子が悪くなってしまっていました。
さて、今回ご紹介する作例は真鍮フィラメントbrassFill、そして銅フィラメントcopperFillです。特に目玉はbrassFill。去年ほんの一時期だけテスト販売された後、先月やっとベータ版の販売にこぎ着けたという真新しい金属フィラメントで、日本ではおそらくまだうち以外で扱っていないと思います。bronzeFillやcopperFillと比べて圧倒的に癖のあるフィラメントのため打ち出しがかなり難しいからか、作例もみんな大型や超大型のものばかり。しかし、その困難に打ち勝ったとき、手に入るのは本物の真鍮ならではの輝きです。
というわけで、bronzeFillに続いてcopperFillとbrassFillでもsappho’s headを打ち出してみました。brassFillもずるして大型で打ち出すようなことはせず、従来と同じ大きさでの打ち出しです。像の高さは56mm程度。
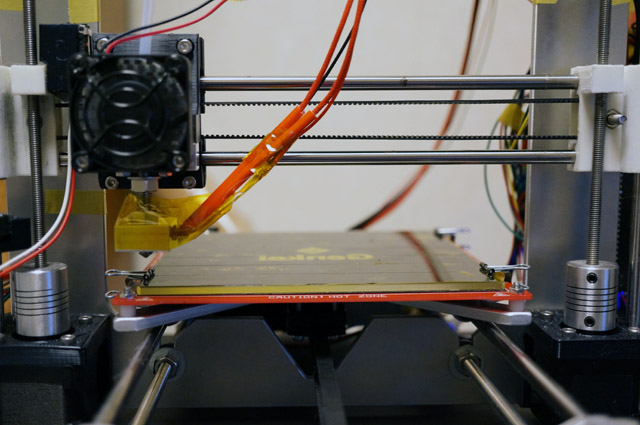
その前に、じつは間が空いてしまった理由の1つなのですが、故あってうちの3Dプリンタのホットエンド周りを刷新していました。
うちのプリンタはGenkei社のatomなのですが、もともと「初代」だったのを改修してほぼ最新になったというところまでは前回お伝えしたとおりです。その後ホットエンド周りもリプレースしたことで、X軸の部品は現行のものよりも新しい(ヒーターとサーミスタのコードを後ろではなく横に出すようになったためか、コードを後ろに出す際の切り欠きがなくなっている)ため、ついに最新版と同等以上のバージョンになりました。Y軸についてはレベル(水平)や直角の精度が格段に出しやすくなり、X軸はヘッド周りが大幅に軽くなったため、送り出し速度を上げた際の追従性に期待が持てるようになりました。
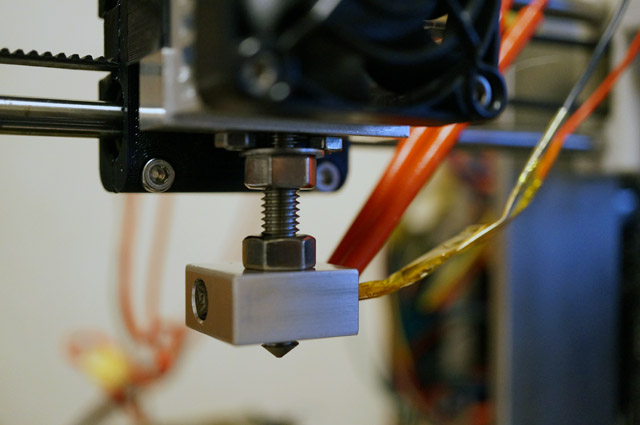
とりあえずワンピースバレルというステンレス製の一体成形バレルを入れ、初代では真鍮製だったヒートコアをアルミ製のものに入れ替えます。このヒートコアはヒーターを止めるのに摩擦力ではなく芋ネジを使うタイプなので、初代の時のような、抜けるのが先か断線が先かと言った不必要なスリルは味わわずに済みます。
その後でこのように要所をカプトンテープで固定したり覆ったりします。ヒートコアを覆うのは温度を安定させつつ正確に計測するためです。
これでXF-20も怖くない!
ちなみにXF-20とは、カーボンファイバーフィラメントのことです。カーボンファイバーは樹脂で固めることでカーボンコンポジットという強靱な構造材になるのですが、このフィラメントはカーボン繊維をAmphora 3Dという特殊な樹脂で整列させながら固めることでそれに肉薄する頑丈なプリント物が得られるというものです。しかし、カーボン繊維は真鍮を削ってしまうため、打ち出しにはステンレスのノズルが推奨されています。うちでも扱ってます(今売り切れですが、ご希望の方はご連絡ください)。
刷新されたプリンタはあらゆる点で現行のプリンタの中でもトップクラスの性能を持っているのですが、それでもbrassFillを打ち出すのは難しい作業でした。どうしても途中でフィラメントが詰まってしまうんです。それがノズルやエクストルーダの掃除不足によるものでないことは、今回ドライブギアをブラシとニードルで徹底的に清掃した後でホットエンドを丸ごと新品に交換したにもかかわらず詰まりが発生したことからも明らかです。
原因はいくつかあるのですが、そのうちの大きな1つが、brassFillが非常に柔らかいフィラメントだという点です。ちょっとでもフィラメントに圧がかかると、とたんに変形してしまいます。最適なパラメータを見つけ出すまでには苦労がありました。多くのフィラメントを犠牲にしてしまいましたが、最終的に高さ56mmのスタチュアも打ち出せました。

これに比べればcopperFillは非常に楽です。bronzeFill同様、一般的なPLAと同じ設定でも問題なく打ち出せます。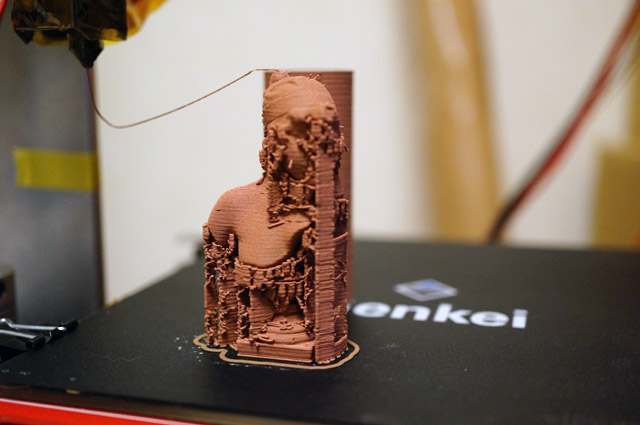
この通り。
なので、copperFillについては特に注意するような点はないのですが、brassFillについては打ち出し後にもいろいろと注意しなければならない点があります。無事にベッドから取り外して研磨に入る段階からはbrassFillも含めて同じようなものですから、ここまでたどり着ければ最後まで気が抜けないということはありません。
もちろん研磨で失敗したら水の泡なので、その辺は注意しなければならないのですが、素材に由来する注意という点ではベッドから外せれば大丈夫です。
なお、せっかくですから、fab casketでbrassFillをお求めくださった方には、このフィラメントの打ち出し時の注意点と、当方でどのように打ち出した結果上手くいったのかと言ったノウハウをおわけしたいと思います。ただ仕入れて売るだけではなく、多くのフィラメントを犠牲にしたからこその貴重なノウハウです。もちろんそれで正常な打ち出しが保証できるわけではないのですが(難しいフィラメントであることは変わりませんから……)、買ってくださったお客様のフィラメントで試行錯誤する分をこちらのノウハウで多少なりとも減らしていただければ幸いです。どちらにしても大事なのは、どれほどの困難であっても、このフィラメントでないと出せない質感が確かにあることです。黄金に輝く真鍮は、銅や青銅とはまた違う趣があり、それは決してお互い同士で代わりにはならない性質なのです。ちなみに、brassFillはちゃんと真鍮なので、トランペットなどに使われている黄色いタイプ(黄銅)よりも、やや緑がかった深い色合いを持っています。
さてさて、ベッドから外したらbronzeFillの時同様にサポート材を丁寧に外していきます。手でもある程度外せますが、細かなところなどは道具を使う方が良いでしょう。PLA樹脂などではラジオペンチで外すのが一般的かもしれませんが、私はけがき針を使って外しています。

こうして外した上で、いつものように研磨していきます。研磨は240番手のサンドペーパーあたりから始めると良いと、製造元のウェブサイトにあります。それから番手を細かくしていき、何度か研磨を行うとのことなのですが、後でお目にかけるように、日本の伝統的な製品を使う方が簡単で優秀なできあがりになります。
fab casketでは近々3D金属プリントを利用したホビーグッズの頒布を予定していますが、その際に研磨用の道具セットなどもご用意するつもりです。今回の研磨もそれで行っているのですが、前回まででご覧に入れたブロンズ像よりもさらに簡単に、しかもよりきらきらなつやが得られるようになりました。
慣れてくれば、この程度の大きさの作品での仕上がりは、30分程度で済むようになると思います。
さて、それでは今回の打ち出し結果と研磨による完成品をご覧に入れます。
じゃーん



青銅のスタチュアは前回お目にかけたものではありません。あれはうちの代表(りこぴん)と隠れキャラ(ゆうこりん)がどさ回りに連れ出してくれているのです。木とPLAも一緒です。だから、そのうち竹も仲間に入れようと思います。
当たり前ですが、それぞれの素材は塗装などではなく、青銅は青銅、銅は銅、真鍮は真鍮の素材そのものですから、磨き上げたときの質感も、当然本物の質感そのものなのです。
今回の研磨はリューター、やすり、スチールウール、そして日本の伝統的(略)ピカールを使用しています。
金属だからこそ、金属磨きが使えるんです。
これで、fab casketのホビーグッズとして考えているもののうち、銅鏡が現実味を帯びてきました。これなら(水銀を用いた錫アマルガムが使えないので実用にはならないと思いますが)少しは映り込むものができそうです。
それではまた次回!
なお、今回使用したフィラメントはこちらです
[iframe frameborder=”0″ height=”480″ width=”320″ src=”http://fab.buyshop.jp/items/1375830/widget/large”]
[iframe frameborder=”0″ height=”480″ width=”320″ src=”http://fab.buyshop.jp/items/1375811/widget/large”]
[iframe frameborder=”0″ height=”480″ width=”320″ src=”http://fab.buyshop.jp/items/1375827/widget/large”]